
Автоматизация активного контроля геометрических параметров деталей
|
ИНФОРМАЦИЯ
|
|
|
Вид работы:
|
Дипломная работа
|
|
Дисциплина:
|
|
|
ВУЗ:
|
|
|
Город, год:
|
Самара 2015
|
|
Уникальность:
|
% по системе
|
1. АНАЛИЗ ПРЕДМЕТНОЙ ОБЛАСТИ 9
1.1. Производство и контроль деталей на предприятии ООО «Стангидромаш» 9
1.2. Постановка задачи дипломного проектирования 12
1.2.1. Описание контролируемых параметров шпинделей металлообрабатывающих станков 13
1.2.2. Системы активного контроля 14
1.3. Анализ методов контроля геометрических параметров деталей 15
1.3.1. Контактные методы контроля 16
1.3.2. Недостатки контактных методов контроля геометрических параметров деталей 24
1.3.3. Оптические методы измерений 25
1.3.4. Цифровые датчики перемещений 27
1.4. Патентный поиск в области проектирования 31
2. РАЗРАБОТКА АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ДЕТАЛЕЙ 39
2.1. Обоснование структурной схемы автоматизированной системы контроля геометрических параметров деталей 39
2.2. Анализ и описание функциональных элементов автоматизированной системы контроля геометрических параметров деталей 40
2.2.1. Описание работы серводвигателей и драйверов к ним 41
2.2.2. Описание работы сетевых дросселей 42
2.2.3. Инкрементальные линейки автоматизированной системы контроля геометрических параметров деталей 43
2.2.4. Триангуляционные датчики для контроля перемещений и размеров 44
2.3. Обоснование выбора элементов автоматизированной системы контроля гео-метрических параметров деталей 46
2.4. Описание процесса контроля геометрических параметров деталей с примене-нием автоматизированной системы 52
3. РАЗРАБОТКА И ВЫБОР ЭЛЕМЕНТРОВ АВТОМАТИЗАЦИИ ИЗМЕРИТЕЛЬНОЙ СИСТЕМЫ 54
3.1. Унификация выходных сигналов с измерительных преобразователей 54
3.2. Линеаризация характеристик измерительных преобразователей 56
3.3. Программируемый логический контроллер автоматизированной системы контро-ля геометрических параметров деталей 58
3.3.1. Общие сведения о программируемых логический контроллерах 58
3.3.2. Контроллер Atmel ATmega88 60
3.4. Устройства вывода и хранения параметров автоматизированной системы контроля 61
3.5. Интерфейс RS-232 62
3.5.1. Соединение триангуляционного датчика с контроллером системы по интерфейсу RS-232 65
4. МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ДЕТАЛЕЙ 67
4.1. Разработка методики контроля 67
4.1.1. Условия проведения контроля 67
4.1.2. Подготовка к процессу контроля 67
4.1.3. Описание процесса контроля 68
4.1.4. Оформление результатов контроля 68
4.2. Калибровка триангуляционных датчиков системы контроля 68
4.2.1. Государственная поверочная схема для средств измерений длины 69
4.2.2. Операции калибровки триангуляционных лазерных датчиков 72
4.3. Анализ погрешности автоматизированной системы контроля геометрических параметров деталей 73
5. СТАНДАРТИЗАЦИЯ И МЕНЕДЖМЕНТ КАЧЕСТВА 75
5.1. Характеристика предприятия ООО «Стангидромаш» 75
5.1.1. Производственная деятельность 75
5.1.2. Потребители продукции ООО «Стангидромаш» 76
5.2. Политика в области качества ООО «Стангидромаш» и ответственность руководства 78
5.3. Система менеджмента качества предприятия ООО «Стангидромаш» 79
5.3.1. Руководство по качеству ООО «Стангидромаш» 79
5.3.2. Структура СМК и процессный подход на ООО «Стангидромаш» 80
5.3.3. Оценка результативности процессов СМК 80
5.3.4. Выявление несоответствующей продукции. Корректирующие и предупреждающие действия 81
5.3.5. Организация метрологической службы предприятия ООО «Стангидромаш».83
5.4. Основы работы инженера по метрологии 83
5.5. Перечень нормативно-технической документации, не вошедшей в перечень использованной литературы 85
6. ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ПРОЕКТА .86
6.1. Расчёт стоимости автоматизации процесса контроля геометрических параметров деталей 86
6.2. Расчет срока окупаемости проекта автоматизации контроля геометрических параметров детали 89
7. БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ 92
7.1. Классификация опасных и вредных факторов, возникающих при работе автоматизированной системы контроля геометрических параметров деталей 92
7.2. Мероприятия по снижению воздействия опасных и вредных производственных факторов при работе автоматизированной системы контроля геометрических параметров деталей 94
7.2.1. Мероприятия по снижению воздействия опасных и вредных производственных факторов при установке заготовок 94
7.2.2. Мероприятия по снижению воздействия опасных и вредных производственных факторов при работе системы контроля в составе станка 96
7.2.3. Мероприятия по снижению воздействия опасных и вредных производственных факторов при работе оператора системы контроля 97
7.3. Электробезопасность 99
7.4. Пожаробезопасность 100
7.5. Разработка инструкции по охране труда и техника безопасности при работе с автоматизированной системой контроля геометрических параметров деталей 101
8. ВОПРОСЫ ЭКОЛОГИИ 103
8.1. Анализ экологически опасных и вредных производственных факторов, действую-щих на предприятии ООО «Стангидромаш» 103
8.1.1. Выбросы вредных химических веществ в атмосферу 103
8.1.2. Выбросы вредных веществ в водоемы 106
8.2. Экологическая политика предприятия 107
ЗАКЛЮЧЕНИЕ 110
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 111
Приложение 1 Пример протокола контроля геометрических параметров деталей 114
Приложение 2 Форма протокола калибровки триангуляционных датчиков системы 115
Целью данного дипломного проекта является разработка автоматизированной системы контроля геометрических параметров деталей в машиностроении.
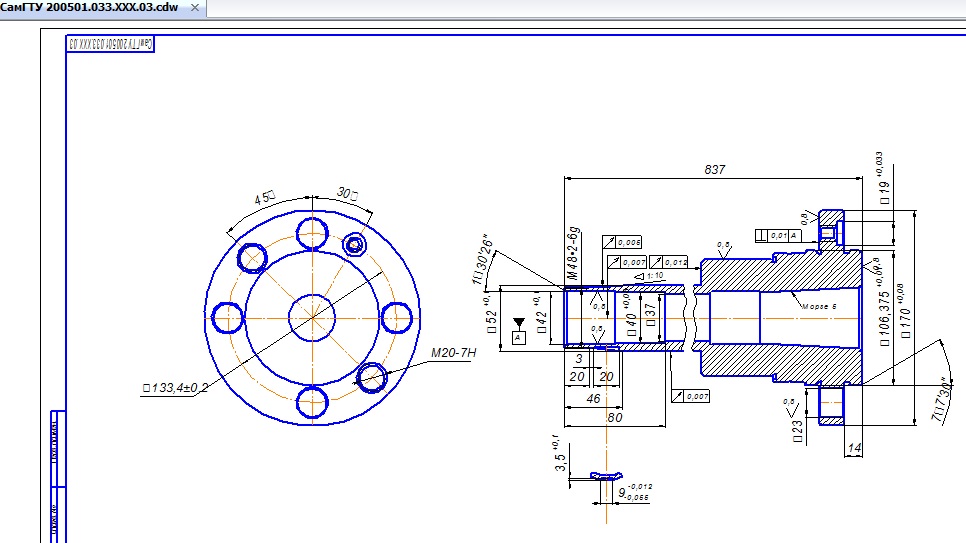
Для достижения этой цели в работе представлен анализ процесса изготовления и контроля качества деталей, производимых на предприятии машиностроительной отрасли ООО «Стангидромаш» (г. Самара). Проведён анализ методов измерений геометрии детали, точности изготовления поверхностей шпинделя токарного станка 16Б16П (SAMAT).
Произведён выбор оптического датчика системы контроля геометрических параметров детали. Рассмотрена схема сопряжения датчика с блоком обработки информации, и с контроллером системы. Разработана методика выполнения измерений, выполнен точностной анализ системы.
Также рассмотрены вопросы обеспечения качества на предприятии ООО «Стангидромаш», дана оценка экономической эффективности, срок окупаемости внедрения проекта составляет 1 год и 9 месяцев. Разработана инструкция безопасности при работе на автоматизированной системе контроля геометрических параметров деталей.
Диплом 2015 года. Тема: автоматизация активного контроля(прямого и косвенного) геометрических параметров деталей, а именно диаметр шпинделя станка. Окончила СамГТУ- МиАТ, вышка. Диплом на твёрдую 5! Все главы проверены, согласованы. Чертежи в компасе,12 шт. Диплом хороший,емкий. Пояснительная записка содержит: 115 печатных листов, 6 разделов, 28 таблиц, 57 рисунков, 2 приложения, 69 использованных источников.
Графический материал содержит: 9 листов формата А1, 1 лист А2, 2 листа А3
Можно по главам (т.к. уже нет специалитета сейчас)
|
КУПИТЬ РАБОТУ
|
| СТОИМОСТЬ РАБОТЫ:
|
4000 руб.
|
| - Введите нужную сумму и нажмите на кнопку "Перевести"
|
|
| - После оплаты отправьте СКРИНШОТ ОПЛАТЫ и ССЫЛКУ НА РАБОТУ на почту Studgold@mail.ru
|
|
| - После проверки платежа файл будет выслан на вашу почту в течение 48 ЧАСОВ.
|
|
| - Если цена работы не указана или менее 300 руб., то цену необоходимо уточнить в службе поддержки и только потом оплачивать.
|
|
| ПОДДЕРЖКА: |
Studgold@mail.ru
|

Минимальная длина комментария - 50 знаков. комментарии модерируются
|
СМОТРИТЕ ТАКЖЕ
|
Проект коробки скоростей для привода винтового толкателя [23-06-2018 16:48]
ДЕТАЛИ МАШИН И ОСНОВЫ КОНСТРУИРОВАНИЯ Курсовой проект Проект коробки скоростей для привода винтового толкателя. ОПНН-241000.62-03.00.000 КП Введение5 1 Литературный обзор6 2 Кинематическая схема
Предмет: Детали машин
Проектирование привода ленточного конвейера [10-11-2020 16:24]
КУРСОВОЙ ПРОЕКТ На тему: «Проектирование привода ленточного конвейера» по дисциплине «Детали машин и основы конструирования» 1. Предварительный расчет привода.3 2. Расчет ременной передачи10 3.1.
Предмет: Детали машин
